초급 #16 Rule #1의 실제 적용과 검사방법

앞서 Rule #1을 소개하는 글에서 ASME Y14.5의 Rule #1, 즉 엔밸로프 원칙의 핵심 개념을 살펴보았다. Rule #1은 “정형 사이즈 피쳐의 서피스가 MMC 상태면서 완벽한 형상의 엔밸로프를 넘어서는 안 된다"는 규칙으로, 홀이나 핀과 같이 사이즈 피쳐에 기본으로 적용되어 모양 품질을 보장한다는 내용이었다.
이제 이론을 넘어서 실제 제조 현장에서 Rule #1이 어떻게 적용되는지 구체적으로 알아보자.
실제 부품의 사이즈에 따른 5가지 상황별 모양편차 허용 기준, 실제 검사과정, 그리고 설계와 제조 시 고려해야 할 실무적 주의사항들을 상세히 다룰 예정이다. 특히 게이지를 이용한 엔밸로프 검사 방법과 현실적인 제조 한계를 고려한 설계 접근법도 함께 살펴보겠다.
5가지 상황별 모양편차 허용 기준
Rule #1의 핵심을 이해했다면, 이제 실제 제조된 부품이 어떤 상황에서 합격이 되고 불합격이 되는지 알아보자. 실제 피쳐의 사이즈에 따라 상황은 5가지가 발생할 수 있다.

① 상황: 실제 피쳐가 MMC를 벗어나는 경우
예를 들어 ∅9±1 핀에서 MMC는 ∅10인데, 실제 측정값이 ∅10.5라면 어떨까? 이는 허용 범위를 벗어난 것이므로 모양편차와 상관없이 무조건 불량이다. 사이즈 자체가 규격을 벗어났기 때문이다.
② 상황: 실제 피쳐가 정확히 MMC인 경우
실제 핀이 정확히 ∅10로 측정되었다면, 이때는 모양편차가 전혀 허용되지 않는다. 왜냐하면 실제 피쳐의 표면이 MMC 크기의 완벽한 엔밸로프와 정확히 일치해야 하기 때문이다. 검사를 통과하려면 완벽하게 둥근 원통 형태여야 한다는 뜻이다. 하지만 현실적으로 완벽한 형상을 만드는 것은 불가능하므로, 실제로는 MMC로 측정된 부품은 대부분 불합격 처리된다.
③ 상황: 실제 피쳐가 MMC와 LMC 사이의 경우
실제 핀이 ∅9.5로 측정되었다면, 이때는 모양편차가 어느 정도 허용된다. MMC 엔밸로프(∅10)와 실제 피쳐(∅9.5) 사이에는 0.5만큼 여유가 있다. 따라서 핀이 약간 타원형이거나 굽어있어도, 엔밸로프를 침범하지 않는 범위에서는 합격 처리된다. 이 때 허용되는 모양편차의 크기는 실제 피쳐의 사이즈와 MMC 사이즈와의 차이와 같다.
④ 상황: 실제 피쳐가 정확히 LMC인 경우
실제 핀이 정확히 ∅8로 측정되었다면, 모양편차가 최대로 허용된다. MMC 엔밸로프(∅10)와 실제 피쳐(∅8) 사이에 2만큼 여유가 있기 때문에, 상당한 수준의 모양편차도 허용될 수 있다.
⑤ 상황: 실제 피쳐가 LMC를 벗어나는 경우
홀이 ∅7.5로 측정되었다면, 이 역시 허용 범위를 벗어난 것이므로 모양편차와 상관없이 무조건 불량이다. 사이즈 자체가 규격을 벗어났기 때문이다.
실제 검사 과정에서의 적용
이론적으로는 명확하지만, 실제 검사에서는 어떻게 Rule #1을 확인할까? 대부분의 제조 현장에서는 이미 무의식적으로 Rule #1을 확인하고 있다.
국부 사이즈 측정
먼저 캘리퍼나 마이크로미터로 부품의 여러 지점을 측정한다. 이를 국부 사이즈 측정이라고 한다. 모든 측정점이 허용 사이즈 범위 안에 있어야 기본 조건을 만족한다. 예를 들어 9±1로 치수가 명시된 홀이라면, 어느 지점에서 측정해서 8보다 크고 10보다 작아야 한다.
엔밸로프 검사
하지만 국부 사이즈 측정만으로는 충분하지 않다. Rule #1을 완전히 확인하려면 엔밸로프 검사가 필요하다.
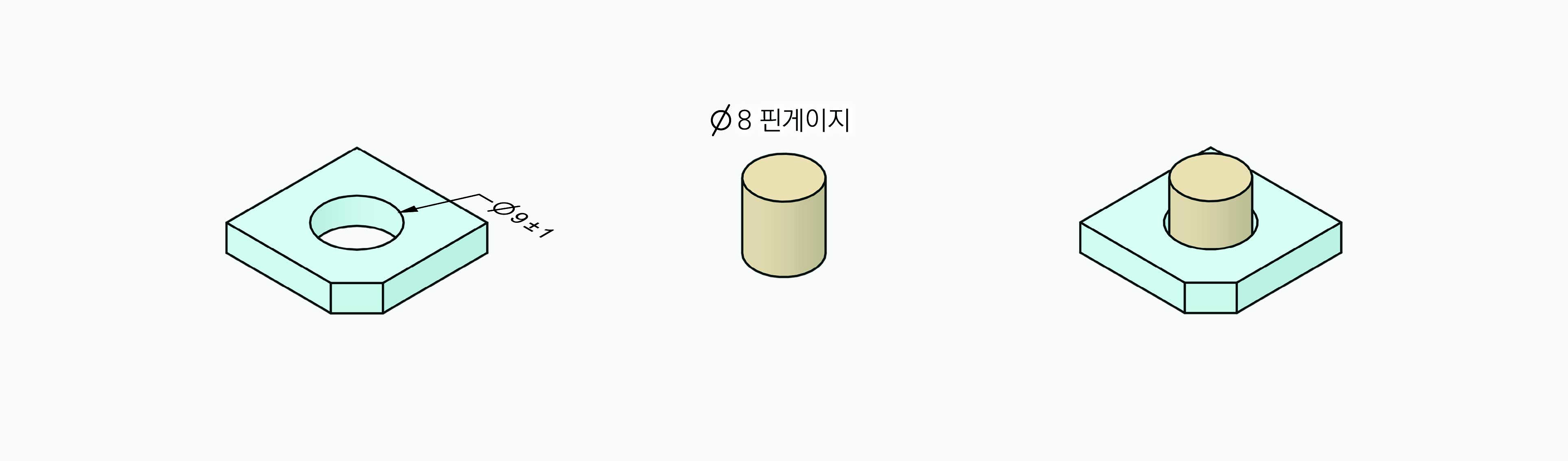
홀의 경우, MMC 크기와 같은 직경의 핀 게이지를 사용한다. 이 게이지가 홀을 완전히 통과할 수 있다면, 구멍의 어떤 부분도 MMC 엔밸로프를 침범하지 않았다는 뜻이다.

핀의 경우에는 반대로 MMC 크기와 같은 내경의 링 게이지를 사용한다. 이 게이지가 핀 전체에 완전히 끼워진다면, 축의 어떤 부분도 MMC 엔밸로프를 넘어서지 않았다는 뜻이다.
기능적 측면에서의 중요성
Rule #1이 단순한 규칙처럼 보일 수 있지만, 실제로는 매우 중요한 기능적 의미를 가진다.
부품들이 조립될 때를 생각해보자. 홀과 핀이 맞물려야 하는 상황에서 홀이 MMC 상태(가장 작은 상태)이면서 동시에 모양도 편차가 있다면 조립이 매우 어려워진다. Rule #1은 이런 최악의 상황에서도 조립이 가능하도록 보장하는 안전장치 역할을 한다.
현실적인 제조 고려사항
여기서 중요한 점은, 실제 제조에서는 피쳐가 정확히 MMC로 측정되는 경우 대부분 불합격 처리된다는 것이다. 왜냐하면 아무리 정밀한 가공을 해도 완벽한 형상을 만드는 것은 불가능하기 때문이다. 따라서 현명한 설계자들은 통계적 공차 분석을 통해 MMC에 도달할 확률을 최소화하도록 설계한다.
MMC로 제작되었을 때의 문제
부품의 어떤 두 점을 측정했을 때 MMC 값이 나왔다면, 이론적으로는 그 피쳐가 완벽한 형상을 가져야 한다. 하지만 아무리 숙련된 가공 엔지니어라도 완벽한 형상의 부품을 제작하는 것은 현실적으로 불가능하다. 따라서 실제로는 피쳐의 국부 사이즈가 하나라도 MMC로 측정된다면, 그것이 내피쳐든 외피쳐든 불합격 처리해야 할 것이다.
이는 검사 과정에서도 확인할 수 있다. 예를 들어 홀의 MMC가 ∅8이라면, ∅8인 핀 게이지를 사용해 검사할 때 실제 피쳐에 모양편차가 조금이라도 있다면 게이지와 간섭이 발생한다. 이는 Rule #1 위반이 된다.
무의식적인 Rule #1 확인
흥미롭게도 많은 제조 현장에서는 부지불식간에 이미 Rule #1을 확인하고 있다. 일반적인 사이즈 검사 과정 자체가 Rule #1을 포함하고 있기 때문이다. 국부 사이즈 측정으로 기본 조건을 확인하고, 게이지를 이용한 기능 검사로 엔밸로프 조건을 확인하는 것이 바로 그것이다.
Rule #1 적용 시 주의사항
Rule #1을 제대로 활용하려면 몇 가지 주의사항을 알아두어야 한다.
먼저, 이 규칙은 ASME Y14.5를 참조하는 도면에서만 적용된다. 도면의 타이틀 블록이나 품질 문서에 ASME Y14.5가 명시되어 있다면, 기본적으로 모든 정형 사이즈 피쳐에 Rule #1이 적용된다고 보면 된다.
또한 Rule #1에 의해 허용되는 모양편차의 총량은 MMC와 LMC의 차이와 같다는 점도 기억해두자. 하지만 개별 부품에서 실제로 허용되는 모양편차는 그 부품의 실제 측정 사이즈에 따라 달라진다.
마지막으로, Rule #1은 기본적으로 적용되는 규칙이지만, 특별한 경우에는 예외를 둘 수도 있다. 이런 경우는 표준에서 따로 규정하고 있고, 필요하다면 도면에 별도로 명시해야 한다.
마무리
Rule #1은 반드시 준수해야 한다. 설계 엔지니어가 부품을 설계하든, 가공 엔지니어가 부품을 만들든, 품질 엔지니어가 부품을 검사하든 이를 이해하는 것이 중요하다. Rule #1은 모양을 통제하지만 모양편차를 측정하지는 않는다. 엔밸로프를 검사할 뿐이다.
Rule #1을 제대로 이해하면 설계, 제조, 품질관리 전 과정에서 더 효율적이고 정확한 판단을 내릴 수 있다. 특히 복잡한 조립품을 다룰 때 이 원칙을 활용하면 많은 문제를 미리 예방할 수 있다.
